|
MW_PlcSpeed |
  
|
|
MW_PlcSpeed |
|
Block for speed control with ramp generation and specified number of pulses.
|
NOTE! In firmware versions prior to 1.2.0 of the PLC200, the block did not work with axis control enabled and could not control the axis direction. To facilitate stepper motor control, this block has been integrated into the axis control block set. The main differences are:
|
Ladder Representation
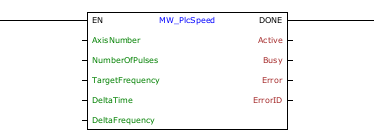
Block Structure
Variable Type |
Name |
Data Type |
Description |
VAR_INPUT |
EN/Execute |
BOOL |
Block enabling |
AxisNumber |
CONST |
Selected axis |
|
NumberOfPulses |
DINT |
Total number of pulses of the block execution |
|
TargetFrequency |
DWORD DINT |
Final pulse frequency [Hz] |
|
DeltaTime |
DWORD |
Step time until reaching the target frequency [ms] |
|
DeltaFrequency |
DWORD DINT |
Frequency variation of each step [Hz] |
|
VAR_OUTPUT |
DONE |
BOOL |
Output enabling |
Active |
BOOL |
Indicates that the block is active |
|
Busy |
BOOL |
Indicates that another block is using the selected output |
|
Error |
BOOL |
Indicates that an error occurred when calling the block |
|
ErrorID |
BYTE |
Indicates the error generated |
|
VAR |
MW_PlcSpeed_INST_0 |
MW_PlcSpeed |
Instance of access to block structure |
Operation
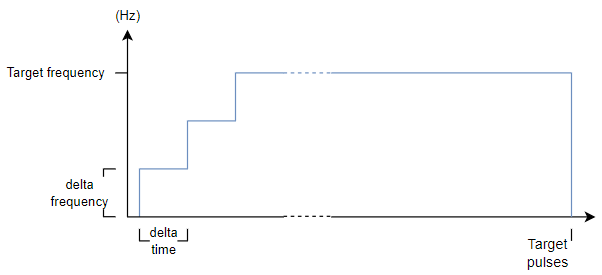
This block, when it detects a rising edge on the EN input, starts generating pulses for the selected axis with a frequency starting from 0 Hz up to the desired frequency (targetFrequency) (between 0 and 300 kHz).
At each time step (deltaTime), the frequency is increased by deltaFrequency until reaching the desired frequency (targetFrequency).
The axis direction depends on the signal of the NumberOfPulses input.
The pulses are stopped when the total number of pulses (NumberOfPulses) has been generated.
As long as the number of generated pulses does not reach the Pulses value, the "Active" output remains at high level.
When EN is FALSE, DONE remains FALSE. The DONE output is activated when the block successfully completes execution, remaining TRUE until EN becomes FALSE.
To stop pulse generation during movement, use the MW_PlcStop1 block. In this case, the block considers the movement to be completed.
The minimum number of pulses that can be generated is two.
If this limitation is not observed, no pulse is generated.
The minimum number of pulses that can be generated per step is 2.
If this limitation is not respected, the frequency ramp will not be generated, meaning that upon enabling the block, the pulse frequency will directly start from the targetFrequency value.
The MW_PlcChangeSpeed block can be used together to change the output frequency during the execution of this block. See the help for the MW_PlcChangeSpeed block for more information.
|
NOTE! If other PWM blocks running use the same output, the one called first will have priority and the "Busy" output is set. |
The figure below shows the default operation of the block, without using the MW_PlcChangeSpeed block together.
If there is any error in the execution, the Error output is enabled and ErrorID displays an error code according to the table below.
Code |
Description |
0 |
Executed successfully |
1 |
Axis control not enabled |
2 |
Invalid number of steps |
3 |
Invalid ramp |
4 |
Configuration error |
|
NOTE! Stepper motor control must be enabled for the selected axis. Look at the user manual and parameter manual. |
|
NOTE! After enabling axis control in the parameters, it is necessary to perform a new download of the program or restart the product. |
Example in Ladder
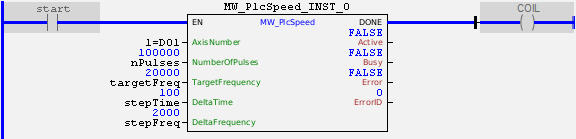
In the example above, the "start" contact enables a PWM signal at output DO1 with an initial frequency of 0 Hz and duty cycle of 50%. The frequency will be increased by 2000 Hz every 100ms until it reaches 20000 Hz, that is, the total ramp time will be 1 second. In total executing the block, 100000 pulses will be sent to the output. Once the block has finished successfully, the DONE output is activated and COIL is activated.
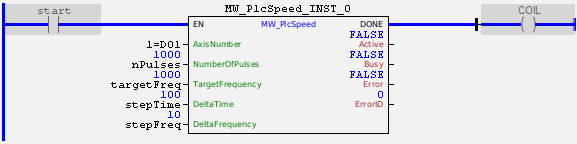
In the example above, the start contact enables a PWM signal at output DO1 with an initial frequency equal to the targetFreq. The ramp will not be generated as it is not possible to generate 2 pulses at 10 Hz within the 100 ms step time. In total executing the block, 1000 pulses will be sent to the output. Once the block has finished successfully, the DONE output is activated and COIL is activated.
Example in ST
The example below displays instructions for applying the functional example in ST language.
VAR start : BOOL := 0 ; nPulses : DWORD := 100000; targetFreq : DWORD := 20000; stepTime : DWORD := 100; stepFreq : DWORD := 2000; MW_PlcSpeed_INST_0 : FB_MW_PlcSpeed; END_VAR
MW_PlcSpeed_INST_0.EN := start; MW_PlcSpeed_INST_0( OutputNumber:=1, NumberOfPulses:=nPulses, TargetFrequency:=targetFreq, DeltaTime:=stepTime, DeltaFrequency:=stepFreq); COIL := MW_PlcSpeed_INST_0.DONE;
|
|---|